
Für die Zerlegung, Prüfung, Instandsetzung und den Zusammenbau des Motors der Yamaha RD 350 LC ist das Original-Werkstattbuch von Yamaha unerlässlich. Die Ausführungen hier konzentrieren sich auf eigene Erfahrungen und Informationen, die in der offiziellen Werkstattliteratur nicht vorkommen.
Inhalt des 4. Teils der Yamaha RD 350 LC Restaurierung – der Motor
5. Motor
5.1 Spezialwerkzeuge
5.2 Schwachstellen, Fallen und häufigste Fehler
5.3 Ausbau und Zerlegung des Motors
5.4 Originalersatzteile oder Zubehör
5.5 Kurbelwelle
5.6 Kolben, Zylinder und Zylinderkopf
5.7 Kupplung
5.8 Getriebe
5.9 Motorgehäuse
5.10 Polrad
5.11 Ölpumpe
5.12 Schaltwelle
5.13 Zusammenbau
5. Motor der Yamaha RD 350 LC
5.1 Spezialwerkzeuge
- Polradabzieher M 27 x 1 Linksgewinde
- Polradhalter
- Primärtrieb-Blocker (muss selbst angefertigt werden)
- Kupplungshalter
- Messuhr für die Zündeinstellung
5.2 Schwachstellen, Fallen und häufigste Fehler
Der am häufigsten anzutreffende Schrauberfehler ist die Demontage des Polrads mit einem Klauenabzieher. Damit ist das 800 Euro teure Teil nur noch Schrott wert. Der benötigte Standardabzieher M27 x 1 Linksgewinde ist überall erhältlich und kostet um die 10 Euro.
Das Polrad auf dem Foto stammt von einer LC, an der „alles gemacht“ war. Beim ersten Mal Vollgas flog es von der Kurbelwelle. Selbst kleinste Macken vom Klauenabzieher zerstören die Auswuchtung mit der Folge, dass es die Kurbelwelle auseinander treibt, den Hauptlagersitz zerstört und den Konus beschädigt. Weil der Stahl zu weich ist, ist bei fast allen Kurbelwellen mit mehr als 20tkm Laufleistung der linke Hauptlagersitz eingelaufen und hat Untermaß. Die Reparatur ist teuer und aufwändig. Hier sind es 5 Hundertstel Untermaß. Das Lager findet keinen Halt mehr. 0,02 mm Untermaß sind die Grenze der Verwendbarkeit, wenn man zusätzlich Lagerkleber verwendet. Manche Ersatzwangen aus dem Zubehörhandel weisen nicht die gleichen Abmessungen auf. Insgesamt ein unbefriedigendes Thema, weil Yamaha damals rigoros den Rotstift angesetzt und u.a. die Härtung der linken Wange, beim Vorgängermodell noch Standard, weggelassen hat.

Hier ist alles zu spät – defektes Polrad (Foto: Heiner Jakob)
…und die Folgen…:

Diese Kurbelwelle muss überholt werden (Foto: Heiner Jakob)

Zerstörter Konus an der RD Kurbelwelle (Foto: Heiner Jakob)
Hinweis: Viele Schrauber versuchen den Motor der Yamaha RD zu öffnen, nachdem sie alle von außen zugänglichen Gehäuseschrauben und -muttern entfernt haben. Dies ist nicht bzw. nur unter großer Gewaltanwendung möglich, da ein Stahlblechteil hinter der Kupplung Ober- und Unterteil verbindet. Erst wenn die Kupplung demontiert worden ist, gelangt man an dieses Blech. Die dort vorhandenen drei Kreuzschlitzschrauben sind ab Werk mit Schraubensicherung eingesetzt. Man braucht den Handschlagschrauber mit präzise sitzenden Bits und darf nicht davor zurück schrecken, mit dem 800-Gramm-Hammer einen trockenen Schlag zu setzen.
Spätestens jetzt, am geöffneten Motor der Yamaha 350 RD LC, wird in vielen die Erkenntnis reifen, alle Passungen seien verschlissen, und nahezu alle Baugruppen müssten erneuert oder zumindest überarbeitet werden. Wenn dann die teuren neuen Ersatzteile eintreffen, folgt die Ernüchterung: Die Schlackerpassungen gehören bei der LC dazu. Es ist normal, dass das Kickstarterzwischenrad wie ein Lämmerschwanz wackelt und die Schaltwalzenlagerung gut 0,1 mm Radialspiel aufweist. Auch bei den Passungen der Getriebezahnräder kann man die berühmte „Kappe durchwerfen“. Alles hat reichlich Lagerluft und Flankenspiel – und funktioniert!
Leider ist bei fast allen LC-Motoren mit einer Laufleistung ab 20 tkm mit einem beschädigten rechten Kurbelwellenhauptlagersitz zu rechnen. Wenn man Pech hat, hat sich der Lageraußenring bereits mitgedreht und mit den „Pin“ (Verdrehsicherung) eine hässliche Riefe gezogen. Ausgewalkt sind die meisten Lagersitze. Eine Reparatur wäre aufwändig und teuer. Wohl oder übel muss man damit leben.
Der Leerlaufschalter der Yamaha RD ist in aller Regel an den Befestigungsaugen geborsten, da alle Schrauber glauben, bei Undichtigkeiten die Befestigungsschrauben nachziehen zu müssen. Tatsächlich dichtet innen ein O-Ring. Die Schrauben werden nur ganz sachte angezogen und mit Schraubensicherung gegen Herausfallen gesichert.
Schaltwelle und Kupplungsdruckstange sind meistens ruiniert. Die Schaltwellenlagerung ist ein Sorgenkind bei allen LC´s. Bei den früheren luftgekühlten Modellen verhinderte eine selbstdichtende Hülse zwischen Kupplungsdeckel und Motorgehäuse das Eindringen von Schmutz. Das wurde bei den LC´s eingespart. Man kann sich also die Hülse von den luftgekühlten RD´s besorgen oder ein Stück Kühlerschlauch so über das serienmäßige Hartplastikteil stülpen, dass seitlich etwas Vorspannung herrscht und damit kein Schmutz mehr an die Schaltwellenlagerungen gelangt. Die serienmäßigen doppellippigen Wellendichtringe erfüllen ihren Zweck eher kontraproduktiv. Zwischen der inneren und der äußeren Dichtlippe sammelt sich Schmutz und schmirgelt mit der Zeit tiefe Rillen in die Schaltwelle. Wer über entsprechende Möglichkeiten verfügt, kann vor der Motormontage die Rillen mit Silberlot zulöten oder per WIG/TIG-Auftragsschweißung eliminieren. Das Problembesteht allerdings hinterher in der mechanischen Nachbearbeitung, da sich die Schaltwelle miserabel in die Drehbank spannen lässt.
Ein versierter Dreher bekommt das aber hin. Ist die Lagerbohrung der Schaltwelle im Motorgehäuse zu sehr ausgeschlagen, helfen nur das Aufbohren und das Einsetzen einer Lagerbuchse aus Bleibronze. Allerdings ist die Schaltwelle auch im linken Gehäusedeckel zusätzlich geführt. Wenn dort die Lagerung in Ordnung ist, funktioniert die Sache klaglos und bleibt sogar weitgehend öldicht. Bei frühen LC´s saß an der Stelle ein Normlager, das sich erneuern lässt. Es wurde später eingespart, die Schaltwelle direkt im Aluminium des Seitendeckels gelagert. Einen Schmiernippel gibt es nicht. Hier muss man aufbohren, auf 12 H7 reiben und eine dauergeschmierte Lagerbuchse einsetzen. Der Kettenschacht mit seinen potentiellen Fehlerquellen wird gerne ausgeblendet. Gerade an dieser Stelle lohnen sich Wartung und Pflege.
Die übelste Falle besteht an der Seilzugführung der Ölpumpe. Dort gibt es eine Rückholfeder, die seitlich in der Seilrolle der Ölpumpe einrastet. Die Bowdenzugseele muss unter dem Federende verlaufen, was den meisten völlig unbekannt ist. Verläuft der Zug darüber, wird er ständig geknickt und reißt früher oder später. Die Ölpumpe fördert dann nur noch eine geringe Leerlaufmenge, und der Motor ist komplett zerstört.

Zerstörte bzw. defekte Kugellager (Foto: Heiner Jakob)
Das rechte Kurbelwellenhauptlager nimmt sowohl die Antriebskräfte auf als auch die aus der Schrägverzahnung des Primärtriebs resultierenden Axialkräfte. Yamaha musste das Lager im Laufe der RD-Modellgeschichte immer wieder verbessern, weil es zu Käfigbrüchen und geborstenen Außenringen kam. Nur das geschulte Auge erkennt die Unterschiede zwischen dem hochentwickelten Originallager und den wesentlich billigeren Lagern aus dem Zubehörhandel. Die letzte Entwicklungsstufe des Lagers für die 1WW hat die Teilenummer 93306-30549. Es passt in alle RD-Motoren, und man sollte auch nur diese Teilenummer ordern und nicht das Lager für die 4L0 oder 4L1.
Das Originalersatzteil von Yamaha ist ein sogenanntes Zeichnungslager, das speziell für Yamaha produziert wird und auch nur bei Yamaha erhältlich ist. Das geschulte Auge erkennt es am sorgfältiger ausgeführten Käfig, stärkeren Nieten und gerundeten Nuten (gegen Kerbwirkung). Obwohl das Yamaha Lager wesentlich länger hält als ein Standardlager, bleibt es ein limitierender Lebensdauerfaktor und sollte rechtzeitig erneuert werden, bevor es zum Bruch kommt. Ab 20.000 Kilometer Laufleistung muss man damit rechnen, in scharf gefahrenen Motoren deutlich früher.
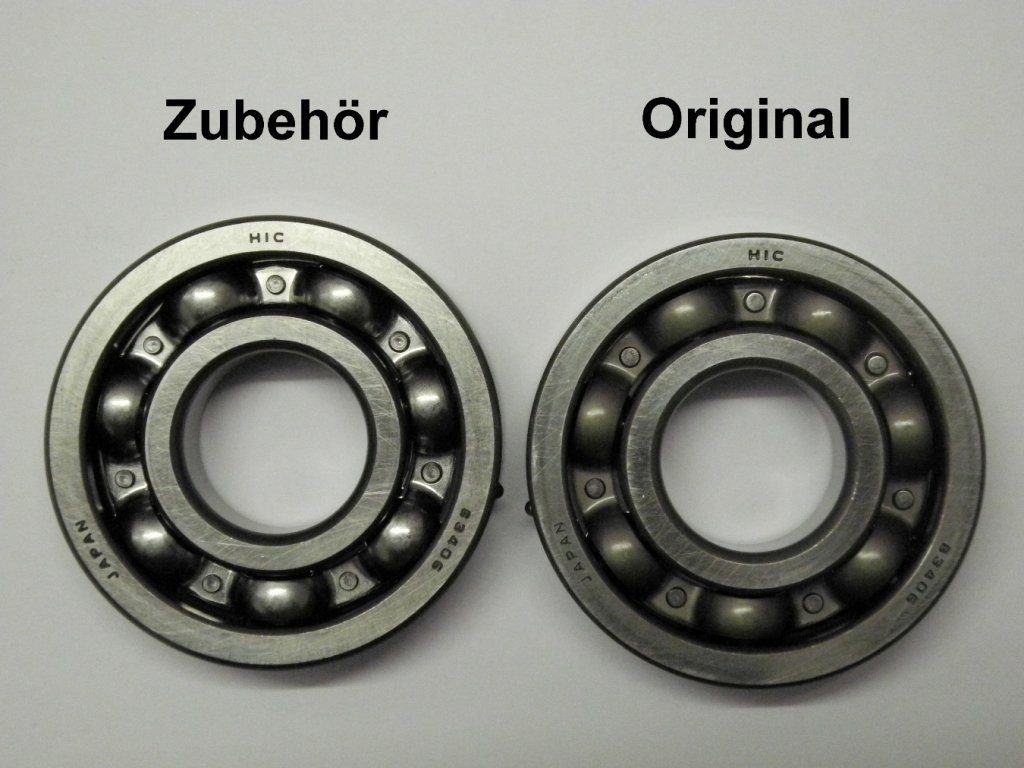
Originales Kugellager im Vergleich zu Zubehör-Qualität (Foto: Heiner Jakob)
Seltsamkeiten finden sich in der offiziellen Werkstattliteratur von Yamaha. Auf dem langen Weg vom Japanischen über das Englische ins Deutsche müssen die Übersetzer wohl hin und wieder ziemlich überfordert gewesen sein. So gibt es die Empfehlung, den Primärtrieb beim Festziehen der Ritzelmutter mit einem „Lappen“ zu blockieren. Ich halte das für einen Übersetzungsfehler. Damit ruiniert man nämlich die beste Kurbelwelle. Sie schlägt nach der Prozedur garantiert im Zehntelbereich. Besser geht es mit dem abgebildeten Hilfswerkzeug, das man sich zum Beispiel aus einem alten Kupplungszahnrad und einem Stück Flachstahl anfertigen kann.
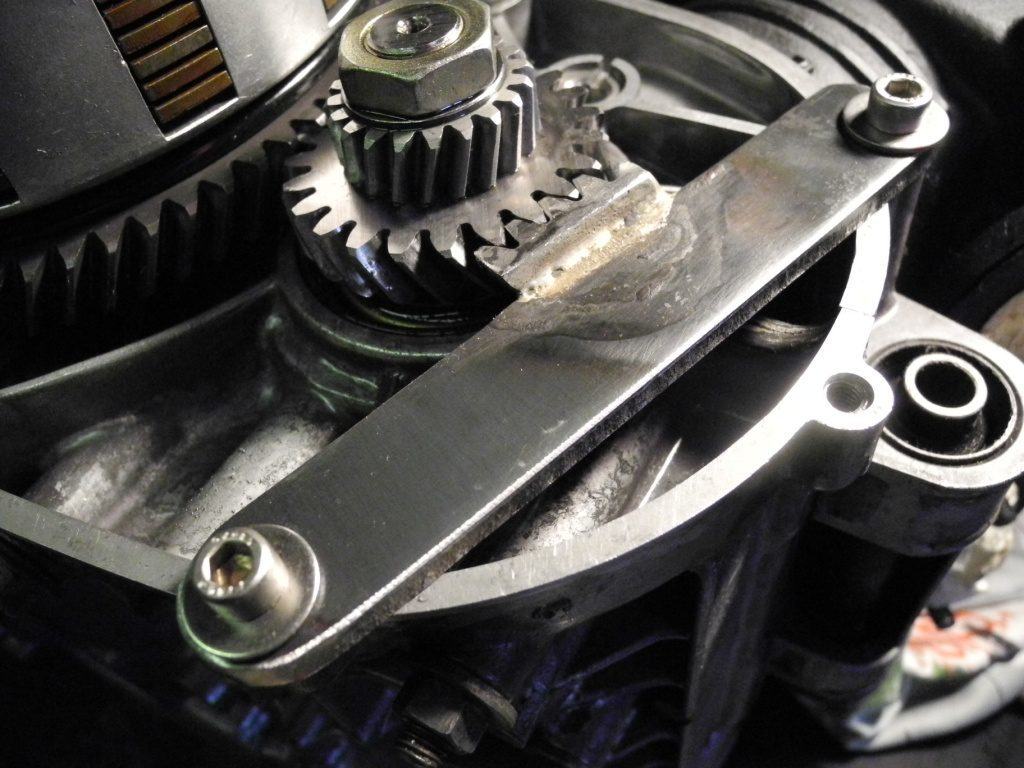
Hilfswerkzeug, um den Primärtrieb beim Festziehen der Ritzelmutter zu sichern (Foto: Heiner Jakob)
Hinweis: Auch ist im Ersatzteilkatalog der rechte Kurbelwellendichtring falsch herum gezeichnet. Die Noppen müssen zum Lager zeigen. Der Zündzeitpunkt ist 2mm vor OT. Ob der eingestellte Wert tatsächlich stimmt, lässt sich bei angeschlossener „Blitzlampe“ (Stroboskop) übrigens bei der RD nicht bestimmen. Das hängt mit der Bauart der LC-Zündung zusammen. Die Blitzlampe zeigt immer eine Übereinstimmung der Markierungen, egal wie die Zündung eingestellt ist.

Das Kickstartergelenk samt Arretierung schlägt mit der Zeit aus, und der Hebel klappt beim Beschleunigen aus. Der Kickstarter ist viel zu lang. Der vom Banshee Quad ist viel kürzer und passt mit geringfügigen Änderungen. Man sollte die Leerlaufdrehzahl so einstellen, dass der Kickstarter nicht rasselt. Das verlängert die Lebensdauer des Gelenks (Foto: Heiner Jakob)
5.3 Ausbau und Zerlegung des Motors
Zerkratzter Lack an den Rahmenrohren rechts unter dem Motor ist immer ein Indiz, wie oft der Motor der Yamaha RD 350 LC aus- und wieder eingebaut wurde. Eine 5 mm dicke Matte aus Gummigewebe, beim Aus- und Einbau unter den Motor geschoben, erleichtert nicht nur die Prozedur sondern schont auch den Rahmenlack.

Die Gummimatte schützt den Rahmen vor Kratzern (Foto: Heiner Jakob)
Tipp: Es empfiehlt sich, den Temperaturfühler am Zylinderkopf vor dem Motorausbau heraus zu schrauben, weil dieses kleine aber sehr teure Teil dabei gerne kaputt geht, wenn man damit am Rahmen hängen bleibt. Es ist einfacher, das Polrad, das Sekundärritzel und den Primärtrieb vor dem Motorausbau zu demontieren, weil man keinen zweiten Mann zum Festhalten des Motors braucht.

Polradhalter Marke Eigenbau aus Flachstahl 8 x 20 (Foto: Heiner Jakob)
Es lohnt sich, beim Reinigen der Motorenteile äußerst penibel vorzugehen, alle Dichtungsreste zu wirklich bis auf den kleinsten Rest zu entfernen und die Kanten der Gehäusedichtflächen, auch der Bohrungen, vorsichtig zu entgraten. Hilfreich sind hierbei ein chemischer Dichtungsentferner und eine Messingdrahtbürste.
5.4 Originalersatzteile oder Zubehör
Grundsätzlich ist Originalteilen der Vorzug geben. Leider handelt es sich hier nicht nur um eine Grundsatzfrage. Es geht ums Geld, und zwar um sehr viel Geld. Die Yamaha Teilepreise sind teilweise astronomisch hoch und für viele schlicht unbezahlbar. Gäbe es nicht ein reichhaltiges Angebot an hochwertigen Zubehörteilen, viele RD´s würden erst gar nicht mehr restauriert. Es lohnt der Blick nach U.K., in meiner Bezugsquellenliste finden sich einige seriöse Anbieter. Bei Kurbelwellenteilen und Kolben kommt man am Zubehörhandel nicht vorbei, aber man muss aufpassen und sich auskennen. Es gibt bitterböse Fallen. Vorsicht ist geboten bei Kurbelwellenteilen aus dem Zubehörhandel (siehe Foto).

Große Unterschiede bei den Kurbelwangen (Foto: Heiner Jakob)
Links im Bild eine originale LC-Hubscheibe, rechts eine originale von den Power-Valve-Modellen, in der Mitte Zubehör von Yambits (baugleich PJME). Schon mit bloßem Auge ist offensichtlich, dass die Zubehör-Hubscheibe vom Original abweicht und nicht für die LC passen kann. Auch stimmen die Breitenmaße nicht. Hierzu kam von Yambits folgendes Statement:
Eine nette Erläuterung von Yambits:
“ Hi Heiner, These webs have been specially manufactured for Mitaka to be used on both YPVS models and the earlier LC models. These webs are correct for the LC model.
Kind Regards, Caroline
Yambits.co.uk“
Das ist ein haarsträubender Unsinn. Wer sich auch nur halbwegs auskennt weiß, dass die YPVS Kurbelwelle völlig anders gewuchtet ist und über andere Breitenmaße verfügt. Da ist nichts, aber auch rein gar nichts kompatibel. Baut man die rechte Yambits-Hubscheibe in eine LC-Welle ein, gerät die Wuchtung komplett aus den Fugen und die Pleuel stehen außer Mitte.
ProX war malpreisgünstig. ProX ist eine Handelsmarke wie jede andere auch. Die Qualität hängt davon ab, wo ProX gerade einkauft. Das rechte Kurbelwellenhauptlager sollte man bei Yamaha kaufen, es gibt nichts Besseres. Pleuelsätze von Long verwende ich seit Jahren. Es gab bisher nicht das geringste Problem. Eine Welle läuft damit schon über 50tkm. Kolben in Originalform gibt es bei www.grand-sport.de. Sie sind den Einheitskolben der Power-Valve-Modelle vorzuziehen und dazu noch preislich in einem fairen Rahmen. Dichtungssätze von Vesrah gehen, Athena auch noch. Die Kopfdichtungen lassen anfangs gerne Wasser durch. Die Originale sind viel besser und viel teurer. Wellendichtringe aus dem Zubehör ruinieren die Wellen. Sie schleifen Riefen. Hier führt an Originalteilen kein Weg vorbei.
5.5 Kurbelwelle
Die Kurbelwellen der luftgekühlten Vorgängermodelle waren konstruktiv so ausgelegt, dass sie sich mehrmals überholen ließen. Mit anderen Worten: Sie waren reparaturfreundlich. Das verzahnte Mittelteil sorgt dafür, dass der Hubzapfenversatz immer genau 180 Grad beträgt. Die Hubzapfen sind einzeln austauschbar. Bei der Yamaha RD 350 LC / RD 250 LC wurde die Kurbelwellenkonstruktion vereinfacht. Reparaturfreundlichkeit war für Yamaha kein Kriterium mehr. Das Mittelstück gab es als Ersatzteil nur noch komplett. Im Grunde ist die Kurbelwelle der Yamaha RD LC konstruktiv nicht für eine Instandsetzung vorgesehen.
Knackpunkt Nummer Eins bei der LC-Welle ist das Mittelteil. Ein einfacher zylindrischer Bolzen verbindet die beiden Kurbelwellenhälften. Der 180-Grad-Versatz lässt sich nur mit einer Präzisionsvorrichtung einhalten. Die gibt es nicht am Markt. Jeder Reparateur hat sein Geheimnis, wie er den Hubzapfenversatz hinbekommt. Kaum einer verfügt über die erforderliche Vorrichtung.

Säulengestell mit Aufnahmen für die Kurbelwangen des Mittelstücks zum exakten Verpressen des 180-Grad-Versatzes (Foto: Heiner Jakob)
Knackpunkt Nummer Zwei sind die angeschmiedeten Hubzapfen. Sie lassen sich nicht auswechseln. Bei einer grundüberholten Welle laufen also die neuen Pleuellager auf dem alten Zapfen – im Grunde genommen ein Unding. Wenn es zu einem Pleuellagerschaden kommt, ist die Kurbelwelle zerstört. Sie lässt sich mit vertretbarem Aufwand nicht mehr instand setzen. Nachbaukurbelwellen gibt es heute für unter 600 Euro neu zu kaufen. Eine Grundüberholung mit Originalersatzteilen kostet das gleiche Geld. Unter Verzicht auf Originalersatzteile kann sich eine Grundüberholung gerade noch rechnen.
Wann lohnt es sich, eine LC-Welle zu überholen?
Bewusst lautet die Frage nicht: Wann lohnt es sich, eine defekte LC-Welle zu reparieren? Eine LC-Welle mit geborstenen Pleuellagern ist nicht zu retten. Man muss die LC-Welle vorbeugend instand setzen, solange sie noch einwandfrei funktioniert. Nur dann hat man die Chance, dass die Verschleißgrenze der Hubzapfen nicht erreicht ist und kein Pitting vorliegt. Die Welle wird zerlegt, vermessen und mit neuen Pleuelsätzen und neuen Hauptlagern versehen wieder zusammen gefügt.
Die Fertigungspräzision der einzelnen Kurbelwellenteile ist bei Yamaha ab Werk untadelig. Wie gut eine Kurbelwelle ist, liegt an der der Sorgfalt der Montage. Die Toleranzgrenzen liegen im Hundertstelbereich. Leider ist die Kunst, Kurbelwellen zu pressen, abhanden gekommen. Es gibt kaum noch Experten dafür. Die Qualität der heutigen Kurbelwellenreparaturen ist flächendecken katastrophal. Eine schlecht justierte Kurbelwelle kostet Leistung und zerstört Lager und Gehäuse. Fünf Hundertstel Millimeter Rundlaufabweichung erlaubt das Yamaha Werkstattbuch. Die Hälfte davon zeichnet eine gute Welle aus. Es gibt kaum noch einen, der das hinbekommt. Wurde eine LC-Welle bereits einmal grundüberholt, sollte man von einer zweiten Instandsetzung absehen. Bei jedem Pressvorgang verliert die Welle an Halt. Meist wird frei Hand gearbeitet. Die Teile verkanten sich beim Zusammenpressen. Die Bohrungen sind ruiniert.
Was bleibt am Ende als Erkenntnis übrig?
Findet man eine Welle mit guter Substanz vor, beschränkt sich der Aufwand darauf, die äußeren Hauptlager zu erneuern und den Rundlauf, falls erforderlich, fein zu justieren. Während die Getriebelager selten kaputt gehen, sollte man die äußeren Kurbelwellenlager immer erneuern, wenn man die Laufleistung und die Arbeitsbedingungen der Welle nicht kennt. Das rechte, primärseitige Lager ist das schwächste Glied in der Kette, da es sowohl die Seitenkräfte durch den Lastwechsel der schrägverzahnten Primärräder als auch die Antriebskräfte aufnehmen muss.
Ist der Verschleiß fortgeschritten und die Pleuel lassen sich am oberen Auge 2 mm seitlich kippen, spricht alles für eine vorbeugende Grundüberholung mit neuen Pleuelsätzen und Hauptlagern. Liegt ein Pleuellagerschaden vor oder ist die Welle bereits zerlegt gewesen, taugt sie nicht mehr für eine Instandsetzung.
Woran erkennt man, ob eine Welle bereits einmal überholt worden ist?
Die Originalpleuel von Yamaha tragen die Kennzeichnung „4L0“ und einen Buchstaben, der zeigt, mit welchem Gesenk das Teil geschmiedet wurde. Weisen das linke und das rechte Pleuel unterschiedliche Buchstaben auf, oder sind Zubehörpleuel sind mit der Aufschrift „Made in Japan“ verbaut, war die Welle schon einmal zerlegt. Auch die Hubscheiben sind gekennzeichnet. Bei links und rechts unterschiedlichen Signaturen war die Welle schon zur Reparatur. Ein weiteres Indiz für zurück liegende Instandsetzungen sind Maßabweichungen. Ab Werk liefen die Wellen sauber rund, hatten Null Seitenschlag an den Kurbelwangen, und die Breitenmaße stimmten exakt. Bei reparierten Wellen ist das so gut wie nie der Fall. Mir ist noch keine begegnet.
Bei welcher Kilometerleistung sollte eine LC-Welle überholt werden?
Leider lässt sich diese Frage nicht beantworten. Zu sehr spielt die Fahrweise eine Rolle. Wird eine Welle ständig mit hohen Drehzahlen gequält, kann sie nach wenigen tausend Kilometern restlos am Ende sein. Bei moderater Fahrweise kann eine LC-Welle 70.000 km Laufleistung erreichen. Die Tachometer der mit Motorschäden abgestellten LC´s liegen im Allgemeinen zwischen 30 und 50.000 km. Ein Experte kann den Zustand einer Welle einigermaßen sicher beurteilen. Dazu genügen der geschulte Blick, ein Griff an Pleuel und Lager und eine kurze Maßkontrolle auf dem Prisma. Je nachdem, was man mit der LC vorhat, sollte man bei der Kurbelwelle keine Kompromisse eingehen. Wenn man eine LC von Grund auf restauriert hat, möchte man den Motor eigentlich nicht mehr öffnen, schon gar nicht wegen eines Kurbelwellendefekts.
Beispiel für eine kostenbewusst grundüberholte Kurbelwelle:

kostenbewusst grundüberholte Kurbelwelle (Foto: Heiner Jakob)

kostenbewusst grundüberholte Kurbelwelle (Foto: Heiner Jakob)
Pleuelsätze von Long, rechtes Kurbelwellenlager original Yamaha, Hauptlager mitte und links von HIC oder Koyo, linke Hubscheibe von Mitaka (auf Original Yamaha-Maß nachgearbeitet). Die Teilekosten (einschließlich Porto) belaufen sich bei einer solchen Reparatur auf rund 300,- Euro. Rechnet man die Kosten für das Zerlegen, Zusammenfügen und Feinjustieren hinzu, bekommt man für das gleiche Geld eine neue Nachbau-Kurbelwelle von Yambits, PJME und vergleichbaren Anbietern. Was ist die bessere Wahl? Solange eine gute Originalwelle als Basis für eine Grundüberholung zur Verfügung steht und man einen erfahrenen, sorgfältig arbeitenden Mechaniker an der Hand hat, macht man mit einer Grundüberholung wie hier gezeigt nichts falsch. Will man eine Welle mit Originalteilen von Yamaha überholen, liegen die Teilekosten erheblich höher. Am Ende des Tages ist es jedem überlassen, seine Entscheidung zu treffen.
Bei einem Kolbenschaden gelangen Metallpartikel ins Kurbelgehäuse, in die Lager und zwischen die Lager und die Wellendichtringe und nehmen dort ein zerstörerisches Werk auf. Werden nach einem Kolbenschaden der Unterbau und die Kurbelwelle nicht zerlegt, blockieren die Lager. Der so entstandene Schaden ist nicht mehr vollständig zu beheben. Ob Loch im Kolben oder Bruch, in allen Fällen, in denen Metallpartikel vagabundieren, müssen Motor und Kurbelwelle zerlegt werden. Leider führt kein Weg daran vorbei, alle Lager zu erneuern, um teure Folgeschäden zu vermeiden.
Über die Verdrehsicherungen („Pins“) wird viel diskutiert. Wer unbedingt Standardlager verwenden will – auch das wurde bis zur Erschöpfung diskutiert – und trotzdem nicht auf die Verdrehsicherung verzichten möchte, hätte ja auch die Möglichkeit, den „Halbmond“ (die Axialsicherung) mit Schraubensicherung hochfest in die Nut des rechten Kurbelwellenlagers einzukleben. Den Pin außermittig einzubohren und die Tasche im Motorgehäuse-Unterteil zur Kurbelwelle hin zu erweitern, halte ich für bedenklich. Wenn der Pin bei einem Lagerschaden rausfliegt, nach innen wandert und vagabundiert – dann gute Nacht.
Früher war es bei den TZ-Leuten gängige Praxis, Pins mit einem Spotter (vom Karossieriespengler) anzuschweißen. Der Spotter ist ein Gerät zum Anheften von Ziehnägeln, um Beulen zu entfernen, an die man von innen nicht heran kommt. Wer schon mal etwas von Wärmeverzug und Gefügeveränderungen durch Hitzeeinwirkung gehört hat, wird dieser Methode skeptisch und eher ablehnend gegenüber stehen. Dann erscheint es besser zu sein, auf diese bescheuerten Pins ganz zu verzichten.
5.6 Kolben, Zylinder und Zylinderkopf
Unter den Zylinderschleifereien sind zwei Unsitten weit verbreitet.
- Die Zylinder werden nicht, wie es fachmännisch korrekt wäre, aufgespannt und vor dem Honen feingebohrt. Statt dessen wird die Honahle freihändig so lange durchgenudelt, bis das Schleifmaß erreicht ist. Was passiert dabei? Der Zylinderverschleiß ist um den Auslasskanal am größten. Mit jedem auf diese Weise ausgeführten Übermaßschliff kippt die Zylinderbohrung in Richtung Auslass, um schließlich bis zu 0,5 mm schief zu stehen, wenn das vierte oder ein noch größeres Übermaß erreicht ist. Für Laufruhe und Lebensdauer eine Katastrophe. Wie kann man kontrollieren, ob die Zylinderbohrung noch senkrecht steht? Die einfachste Methode besteht darin, einen präzisen Anschlagwinkel auf der oberen Dichtfläche anzulegen, um eine Schiefstellung zu erkennen. Man sollte sich bei dem Zylinderschleifer seines Vertrauens vergewissern, dass die Zylinder vor dem Schleifen exakt winklig und senkrecht feingebohrt werden und klar machen, dass man das überprüfen wird. Angesichts eines täglich schwindenden Bestands an nicht zertunten oder anderweitig vermurksten Zylindern geht es darum, zu retten und zu bewahren, was noch vorhanden ist. Es gibt keine neuen Zylinder zu kaufen, und das „Re-Sleeving“ (das Einsetzen neuer Laufbuchsen) mag bei Viertaktern funktionieren, bei Zweitaktern handelt es sich um ein äußerst komplexes Unterfangen, das selten zu überzeugenden Ergebnissen führt.
- Die zweite unter Zylinderschleifereien weit verbreitete Unsitte ist das Schleifen von „Angstspiel“: Die Zylinder werden einfach ein oder zwei hundertstel Millimeter größer gehont, weil man Kundenreklamationen wegen festgehender Kolben fürchtet. Dass damit schon fast die Verschleißgrenze für das nächste Übermaß erreicht ist, wird geflissentlich übersehen. Jedes Übermaß ist ein Meilenstein auf dem Weg in die Schrottkiste. Und jedes Hundertstel zu viel vergrößert das Risiko von Kolbenbrüchen.

Die fatalen Folge von Angstspiel: Ab 0,07mm Schliff passiert genau dies hier. der Kolben schlackert buchstäblich in der Zylinderbohrung und verkantet sich im Einlass. Bei dem nicht unüblichen „Angstkolbenspiel“ von 0,1 mm dauert es genau zehn Minuten, bis ich das Kolbenhemd im Einlassbereich abgeschabt hat. Der Wasserkühlmantel schluckt die Klappergeräusche. Bei der RD400 ab Modell 2R9 schliff Yamaha ab Werk die Zylinderbohrungen konisch, um den Geräuschen und Kolbenschäden vorzubeugen. Das Spiel war am Zylinderhals unten fast Null. Bei der LC sollte man 0,02 mm konisch schleifen lassen, nach unten enger werdend, sofern man eine Schleiferei findet, die das macht (Foto: Heiner Jakob)
Warum ist das speziell bei der LC ein Problem?
Die Kolben kippen bei der Abwärtsbewegung regelrecht in den großen Einlasskanal. In dem Bereich hat der Kolben sehr wenig Führung. Bei den luftgekühlten Modellen hört man das Klappern, wenn die Kolben in den Einlass kippen. Der Wassermantel der LC´s schluckt das Geräusch und täuscht eine trügerische Sicherheit vor. Bei zu viel Kolbenspiel reißt das Kolbenhemd im Bereich der Fenster ab. Bei der RD 400 hat Yamaha werksseitig die Zylinder unten sogar fast auf Nullspiel geschliffen, um das Kolbenkippen und das damit verbundene Klappern und Rasseln zu unterbinden. Im Werkstattbuch steht davon nichts…
Früher ging man davon aus, dass hauptsächlich die Kolbenringe die Wärme an die Zylinderwandung abgeben. Heute weiß man, dass der Wärmeübergang zwischen Kolbenhemd und Zylinder erfolgt. Das bedingt einen engen Kontakt, also ein möglichst kleines Kolbenspiel. „Angstspiel“ reduziert die Wärmeableitung vom Kolben an die Zylinderwand. Der Kolben wird zu heiß und klemmt. Es ist eine Gratwanderung. Ich halte mich immer an den unteren Wert beim Spiel. Damit hat es bisher nie einen Klemmer oder gar Fresser gegeben.
Übermaßkolben sind in 0,25er Schritten bis zu 2mm Übermaß erhältlich. Teilweise werden Kolben bis zu 2,5mm Übergröße angeboten. Das Übermaß bezieht sich auf den Zylinderdurchmesser, nicht auf den Kolbendurchmesser. Ein Beispiel für die 4L0: Ein Kolben mit einer eingestanzten 25 passt für eine Zylinderbohrung von 64,25 mm Durchmesser. Der Kolben wird vom Hersteller mit einem um das vorgeschriebene Kolbenspiel kleineren Durchmesser geliefert, in diesem Fall normalerweise 64,20 mm. Für den Laien ist der Kolbendurchmesser schwer zu messen, da ein Kolben weder zylindrisch noch rund ist. Der Messpunkt befindet sich rechtwinklig zur Bolzenachse im unteren Drittel des Kolbenhemds. Nach oben zu den Ringen hin wird der Kolbendurchmesser immer kleiner.
Hinsichtlich des richtigen Kolbenspiels besteht viel Unsicherheit beim Motor der Yamaha RD 250 LC und 350 LC. Die Angaben aus den 1980er Yamaha-Handbuch sind ungültig. Sie wurden von Yamaha nach unten korrigiert. Die richtigen Angaben finden sich erst in der nächsten Ausgabe des offiziellen Handbuchs. Sie beziehen sich allerdings ausschließlich auf die Verwendung von Originalkolben. Zubehörkolben können aus einer anderen Legierung mit einem anderen Wärmeausdehnungskoeffizienten bestehen und ein größeres Spiel erfordern. Sie werden dann normalerweise vom Hersteller mit dem richtigen Durchmesser geliefert, zum Beispiel 64,19 mm anstatt 64,20 mm.
Werden Kolben von den luftgekühlten Vorgängermodellen verbaut, ist zu berücksichtigen, dass diese Kolben für ein kleineres Laufspiel gefertigt wurden. Die luftgekühlten Rippenzylinder dehnen sich frei aus. Daher das kleinere Kolbenspiel. Baut man AC-Kolben in LC-Zylinder, muss man statt 0,035/0,04 mm Kolbenspiel auf 0,05 mm schleifen lassen. Es führt im Grunde kein Weg daran vorbei, die Kolben zu vermessen und der Zylinderschleiferei den Zylinderdurchmesser vorzugeben. Das führt zwar immer zu Diskussionen, weil die Schleifer sich an die auf dem Kolbenboden eingestanzte Zahl halten wollen und jede Verantwortung ablehnen, wenn der Kunde sich einmischt. Wer zahlt, bestimmt. So einfach ist das.
Nach jedem Schleifen müssen die Kanalkanten neu angeschrägt werden, damit sich die Kolbenringe nicht verhaken. Dabei ist eine gerade Kanalober- oder -unterkante stärker zu fasen als eine gebogene. Das Fasen ist am Auslass von entscheidender Bedeutung für die Lebensdauer von Ringen und Kolben. Überströmer werden nur ganz wenig gefast. Hier wird nur der Grat gebrochen. Beim Einlass ist die Unterkante problematisch, weil die Kolbenunterkante mit steigendem Verschleiß oder zu großem Spiel aufschlagen kann. Der Kolben kippt in den Kanal, speziell bei den RD´s mit 64er Zylinderbohrung ein gravierendes Problem. Auch hier ist die 250er klar im Vorteil.
Das folgende Bild zeigt den Auslass eines originalen RD250LC Zylinders mit Nullmaß. So hat Yamaha das damals gemacht.

Auslasskanal mit behandelten Kanten (Foto: Heiner Jakob)
Jede Kanalkontur erfordert eine andere Kantenbearbeitung.
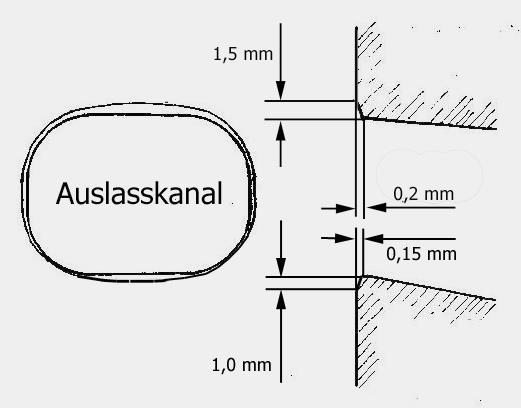
Skizze, um Kanalkanten am Auslasskanal oben und unten anzuschrägen (Foto: Heiner Jakob)
Gerade/waagerechte Kanalkanten benötigen eine stärkere Anfasung als bogenförmig verlaufende Kanalkanten. Warum ist das so? Die Kolbenringe federn beim Überfahren des Auslasskanals in diesen hinein. Damit sie nicht an den Kanalkanten anecken und ins Schwirren geraten, müssen die Kanalkanten am Auslasskanal oben und unten angeschrägt und seitlich etwas gerundet werden. Werden Übermaßkolben eingebaut, müssen die Kanalkanten nachgearbeitet werden. Die Kanten der Überströmer werden nicht angeschrägt sondern nur leicht entgratet. Die Unterkante des Einlasskanals wird ebenfalls angeschrägt, damit die Kolbenkante nicht aufschlägt.
Die genannten Arbeiten sind mit großer Umsicht und Sorgfalt auszuführen, damit es nicht zu Kolbenschäden kommt. Selten gehen die Kolbenringe selbst zu Bruch, da sie nicht, wie für die Abdichtung günstiger wäre, aus Grauguss bestehen, sondern aus einer Art Federstahl. Aber die Ringnuten leiden, und die Arretierstifte fallen heraus. Schließlich kommt es zu Ausbrüchen am Feuersteg, oft auch zum Stegbruch zwischen den Ringnuten.
Die gerade untere Kanalkante benötigt eine stärkere Fasung als die günstiger in Bogenform verlaufende Oberkante. Ziel der Maßnahme an der Unterkante ist ebenfalls eine bogenförmige Kontur. Die Oberkante ist etwas weniger gefast. Durch die Aufnahmeperspektive ist das nicht zu sehen. Man kann sagen, dass diese Auslasskontur recht ideal gewählt ist – mit einer der Gründe, warum es an der 4L1 selten zu Ringbrüchen oder Kolbenschäden kommt.
Eine Kolbenbeschichtung ist heute im Motorenbau Standard. Auch der RD tut so etwas gut. Erich Baier in Bad Aibling erledigt das nachträgliche Beschichten mit großer Sorgfalt. Die nachträgliche Beschichtung ist sowohl an neuen als auch an gebrauchten Kolben möglich. Oft lässt sich durch den Materialauftrag übermäßiges Kolbenspiel ausgleichen und somit ein Ausschleifen auf die nächste Kolbenübergröße vermeiden.

Eine Kolbenbeschichtung ist heute im Motorenbau Standard (Foto: Heiner Jakob)
Falls die Stehbolzengewinde am Auspuffflansch beschädigt sind, kann man gehärtete Dünnwand-Gewindebuchsen von Kerb-Konus einsetzen. Die haben ein Außengewinde von M10 x 1,25. Die Standardgewindebuchsen haben 12 mm Außengewinde und schwächen den Flansch zu sehr. Siehe: http://www.kerbkonus.de/proddb/pdf/de.ds.20.3030.pdf . Drahtgewindeeinsätze taugen an dieser Stelle nach meiner persönlichen Erfahrung nichts. Die Drähte vibrieren los und verheddern sich in der Bohrung.

Gehärtete Dünnwand-Gewindebuchsen von Kerb-Konus (Foto: Heiner Jakob)
Alles gemacht – alles kaputt gemacht!
Heiliger St. Inbus, Schutzpatron aller Dummschrauber! Das passiert, wenn ausgerissene Stehbolzengewinde an eingebauten Zylindern mit der Handbohrmaschine liegend freihändig ausgebohrt und Gewindeeinsätze frei Schnauze reingewürgt werden. Leider sind viele Zylinderflansche durch schief eingebohrte große Gewindeeinsätze derart beschädigt, dass nur der Weg zum Schweißer-Fachbetrieb übrig bleibt. Fluchen nutzt nichts. Da es keine neuen Zylinder zu kaufen gibt und bereits die meisten Motoren der Yamaha RD 350 LC und RD 250 LC zertunt oder zuschanden gefahren worden sind, bleibt nur die aufwändige Instandsetzung. Fachgerecht durchgeführt, ist dagegen nichts einzuwenden. Da es sich sozusagen um einen Standardschaden an RD-Zylindern handelt, wird die Instandsetzung nachfolgend beschrieben.

Das passiert, wenn ausgerissene Stehbolzengewinde an eingebauten Zylindern mit der Handbohrmaschine liegend freihändig ausgebohrt und Gewindeeinsätze frei Schnauze reingewürgt werden (Foto: Heiner Jakob)
Aluschweißen ist etwas für den gelernten Schweißer. Er kennt die gängigen Legierungen, wählt den passenden Zusatzwerkstoff und schweißt mit Geduld und wenig Hitze lunker- und blasenfrei. Als Hobby- und Gelegenheitsschweißer sollte man die Finger davon lassen.

Aluschweißen braucht Erfahrung (Foto: Heiner Jakob)
Mit etwas Geschick lässt sich die alte Form des Flansches auch mit einfachen Werkzeugen wieder herstellen. Wer sich nicht sicher ist und den Umgang mit der Feile nicht mit der Muttermilch aufgesogen hat, sollte die Arbeit einem gelernten Fräser überlassen.

Wieder hergestellter Flansch (Foto: Heiner Jakob)
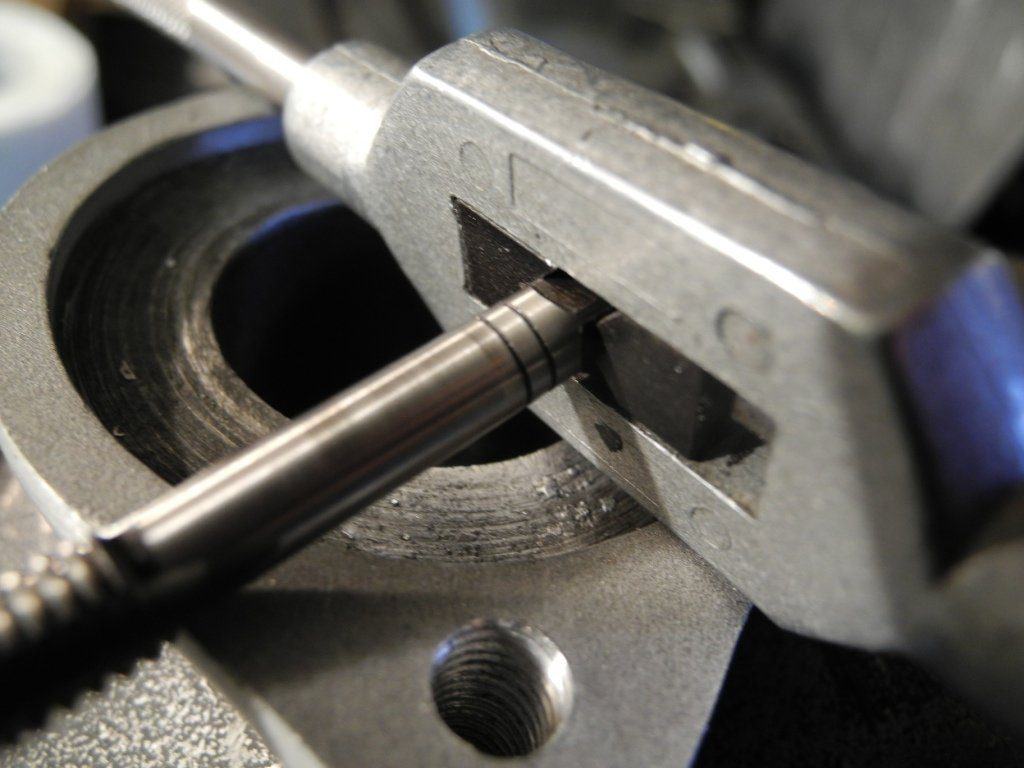
Ist der Flansch nach dem Schweißen wieder hergestellt, muss das Stehbolzengewinde neu eingebracht werden. Wer über eine Fräsmaschine mit schwenkbarem Tisch verfügt, ist fein raus. Ideal wäre ein Bohrwerk. Aber es geht auch mit einer Ständerbohrmaschine, wenn man sich eine Bohrvorrichtung baut. Hier kommt ein Zentrierring zum Einsatz, und es wird ein Originalflansch umfunktioniert. Hat man sich einmal die Mühe gemacht, ein solches Hilfswerkzeug zu bauen, lässt sich die Stehbolzenreparatur zeitsparend und präzise ausführen.

Mit dem 6,5er Kernlochbohrer wird 22 mm tief gebohrt (Foto: Heiner Jakob)
Damit die Bohrung rechtwinklig erfolgt, braucht man eine in zwei Ebenen geneigte Auflage, eine für den rechten und eine für den linken Zylinder, hier mit einer rustikalen, aus zwei Abfallstücken Winkelstahl mit einfachen Mitteln hergestellten Vorrichtung verwirklicht.

Damit die Bohrung rechtwinklig wird (Foto: Heiner Jakob)
Der entscheidende Trick besteht darin, das Gewinde nur mit dem ersten und zweiten Vorschneider einzubringen (Foto: Heiner Jakob)
Als „Fertigschneider“ dient eine M8er Schraube. Damit die Kaltverfestigung der Gewindegänge gut funktioniert und die Schraube beim Eindrehen nicht frisst, kommt Mölybdändisulfitpaste zum Einsatz. Zum Eindrehen der Stehbolzen eignet sich bestens diese Langmutter aus dem Sanitärbereich. Selbst die teuersten Profi-Stehbolzenschrauber können diesem simplen Werkzeug nicht das Wasser reichen. Aus hochfesten Gewindestangen selbst angefertigte Stehbolzen stellen durchaus eine Alternative zu den teuren Originalbolzen dar. Nur billige Baumarktartikel aus ST37 sind hier fehl am Platze. 8.8 muss muss schon sein.

Eindrehwerkzeug für Stehbolzen mit einer Langmutter aus dem Sanitärhandel
Leider hält die schwarze Farbe auf den Zylindern der Yamaha RD 350 LC bzw. RD 250 LC sehr schlecht. Der Zylinderkopf bereitet in dieser Hinsicht keine Probleme. Kein Ofenlack verwenden! Der ist erstens nicht benzinfest, und zweitens unnötig. Normaler Autolack genügt. Schwarze Autokarosserien werden in praller Sonne so heiß, dass man auf der Motorhaube Spiegeleier braten kann. So heiß werden RD-Zylinder nie. Gute Ergebnisse beim Lackieren der Zylinder lassen sich erzielen, wenn sie nach sorgfältiger Reinigung und Entfettung mit Glasgranulat gestrahlt und anschließend sofort lackiert werden, ohne sie mit bloßen Fingern zu berühren (Hautfett).
Alureste von Kolbenfressern sollte man zuerst mit Ätznatron entfernen. Oft kommt darunter eine intakte Zylinderlaufbahn zum Vorschein. Ein Schleifen ist dann nicht nötig. Kolben für die 350er LC gibt es bis 2 mm Übermaß. Selbst Laufbuchsen werden heute erneuert. PJME in UK bietet das an. Siehe: http://www.pjme.co.uk/acatalog/Cylinder_Re-Sleeving.html
Billige Kolbenkits unterscheiden sich von teureren durch die Qualität der Kolbenringe. Die allgemein übliche Verwendung von Kolben der YPVS-Nachfolgemodelle ist nicht ganz unproblematisch, weil diese Kolben für Zylinder mit Steg im Einlasskanal konzipiert sind. Die ersten LC-Modelle haben aber keinen Steg im Einlass. Empfehlenswert sind daher die Kolben in Originalform von www.grand-sport.de. Bei einem Kolbenbruch oder einem durchgebrannten Kolben müssen Motor und Kurbelwelle zerlegt und alle Kurbelwellenlager und Wellendichtringe erneuert werden, um teure Folgeschäden zu vermeiden. Ausspülen ist wirkungslos. Man bekommt die Metallreste nicht heraus.
Intakte 350er Zylinderköpfe sind mittlerweile Mangelware, weil Kolben- bzw. Kurbelwellenschäden Einschläge verursacht haben. Leichte Macken lassen sich ein wenig egalisieren. Bei schweren Kratern hilft nur noch das Auftragsschweißen und mechanische Nachbearbeiten.
5.7 Kupplung
Die Kupplungsruckdämpfer sind bei den meisten Yamaha RD 350 LC Motoren ausgeschlagen. Ausgeschlagene Ruckdämpfer erkennt man am radialen Spiel des Zahnrads gegenüber dem Korb. Nicht mehr tolerabel sind mehr als 2,5 mm. Der tote Gang führt zu Schlägen beim Lastwechsel und schadet dem Antriebsstrang. Leider ist das Erneuern der Ruckdämpfer bei Yamaha nicht vorgesehen. Horst Meise hat einen Reparatursatz im Programm, der auch vom Normalschrauber eingebaut werden kann. Statt Nieten werden Spezialschrauben verwendet.
Siehe: http://nippon-classic.de/ratgeber/restauration-ratgeber/kupplungsreparatur-an-der-yamaha-rd/
Leider keine Ausnahme. Die Ruckdämpferelemente sind nicht besonders haltbar.

Was dann zum Vorschein kommt, sieht oft so aus (Foto: Heiner Jakob)
Yamaha änderte die Ruckdämpferelemente der RD drei Mal. Vitonscheiben von Horst Meises gibt es als Reparaturkit. Auch die Fiberelemente zwischen Alukorb und Stahlritzel wurden „modellgepflegt“, aber haltbar ist keine der Versionen:

links die letzte Ausführung, Mitte AC und LC 1980, rechts der übliche Defekt (Foto: Heiner Jakob)
Vorsicht mit dem Kupplungskorb. Das Alu bricht wie Glas. Ein paar Rattermarken in den Führungsnuten machen nichts. Die Kupplung trennt trotzdem einwandfrei. Es ist unnötig, verstärkte Kupplungsfedern einzubauen. Die Handkräfte am Kupplungshebel sind für viele unerträglich, und die Übertragungselemente, insbesondere die Kupplungsschnecke, verschleißen schnell. Wenn die Federn noch die vorgeschriebene Länge aufweisen und sich nicht „gesetzt“ haben, lassen sie sich wieder verwenden. Besser ist es, neue einzubauen, sinnvollerweise von der 1WW mit 63 PS (Yamaha Teilenummer 90501-23138). Rutscht die Kupplung wegen lascher Federn, hat man später eine Menge Arbeit, weil der rechte Gehäusedeckel komplex aufgebaut ist und wasserführende Teile enthält.
Die Kupplungsscheiben sind sehr haltbar. Sie müssen nur in Ausnahmefällen erneuert werden. Mit Originalersatzteilen trennt die Kupplung garantiert sauber. Bei Kupplungsscheiben aus dem Zubehörhandel ist das ein Lotteriespiel. Die werksseitig zwischen den Kupplungsscheiben verbauten Gummiringe sollen ein sauberes Trennen der Kupplung sicherstellen. Es handelt sich um Spreizringe und nicht etwas um Dämpfungsringe gegen Kupplungsrasseln. Leider härten die Ringe im Laufe der Zeit aus, und die Kupplung neigt unter Volllast zum Rutschen. Lässt man die Spreizringe weg, was Yamaha übrigens bei den frühen luftgekühlten Modellen für den Betrieb bei niedrigen Außentemperaturen empfahl, lässt sich der Leerlauf im Stand etwas schlechter einlegen. Ansonsten haben die Spreizringe keine Funktion.
Frühere Modelle verfügten über bemerkenswerte Qualitätsdetails, wie die links gezeigte eingegossene Stahlarmierung für die Keilwellenverbindung des Kupplungsmitnehmers. Wie fast alle dieser Lebensdauervorsorgen verschwand auch die Armierung aus Kostengründen. Deshalb weist diese Keilverbindung verschleißbedingt an der LC immer zu viel Spiel auf. Sowohl die Kupplungszentralmutter als auch die Keilverbindung sollten daher mit Schraubensicherung eingeklebt werden, um einem Lockern der Mutter vorzubeugen. Man ist gut beraten, harte Lastwechsel im Fahrbetrieb zu meiden.
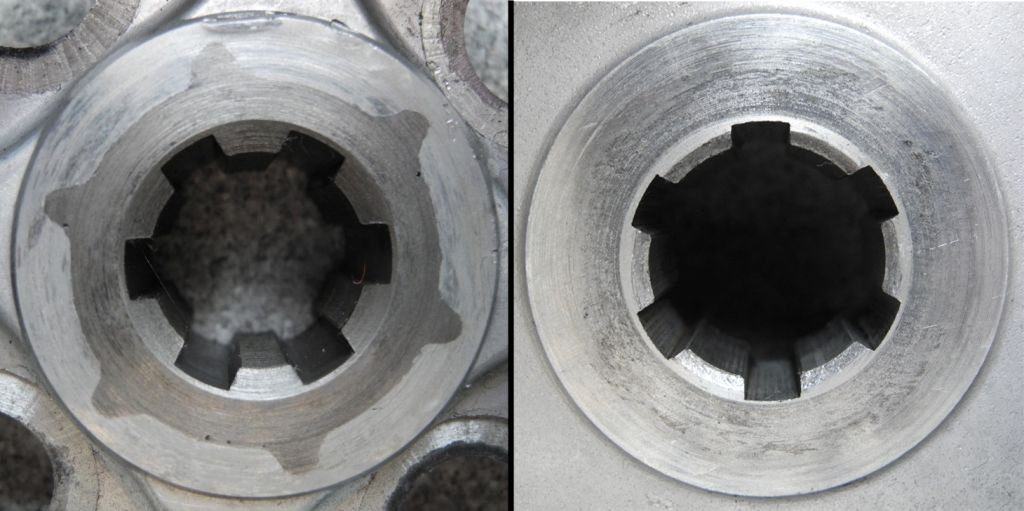
Linke Seite: eingegossene Stahlarmierung für die Keilwellenverbindung des Kupplungsmitnehmers (Foto: Heiner Jakob)
5.8 Getriebe
Bei der 350er LC ist meistens der 6. Gang hinüber, auch wenn das Getriebe mit wenig, falschem oder altem Öl gefahren wurde oder Wasser im Getriebe war. Mitunter auch der 5. Gang beschädigt, erkennbar an eingelaufenen und angefressenen Zahnflanken. Da die Motoren der Yamaha RD 250 LC ist nicht solche Zahnradmörder sind (schon gar nicht der Typ 4L2 mit 27 PS), sind diese Motoren bevorzugte Teilespender.
Normalerweise beschränken sich die Arbeiten am Getriebe auf eine sorgfältige Sichtkontrolle. Wie poliert aussehende Zahnflanken sind nicht etwa ein Hinweis auf einen geringen Verschleiß – es ist genau umgekehrt. Sind die Frässpuren an den Zahnflanken noch sichtbar, deutet dies auf einen nahezu neuwertigen Zustand hin. Je glatter die Zähne, umso höher der Verschleiß. Kleine Metallausbrüche, sogenanntes Pitting, sind nur tolerabel, wenn das Motorrad nicht mehr alltagstauglich sein muss. Blau angelaufene Schaltgabeln sollte man ebenfalls besser nicht mehr verwenden. Bitte die Schaltgabeln nicht vertauschen. Tückisch dabei: Jeder Gang funktioniert für sich, aber das Getriebe blockiert beim Schaltvorgang.
Bei der Frage nach dem richtigen Getriebeöl erhitzen sich oft die Gemüter. Ursprünglich schrieb Yamaha Motorenöl der Viskosität 10W30 vom Typ SE vor. Das ist 30 Jahre her, und auf dem Schmierstoffsektor hat sich auch für Motorradmotoren viel getan. Von Motul gibt es ein von Yamaha empfohlenes Motorcycle gearbox oil SAE 10W30, Artikel Nummer 100065, Spezifikation API GL 4, mit dem man nichts falsch machen kann. Es handelt sich um ein Spezialmehrbereichsgetriebeöl für Zwei- und Viertaktmotorräder mit separater Getriebeschmierung und integrierter Nasskupplung. Preisvergleiche lohnen. Manche Anbieter verlangen 20 Euro für das Ein-Liter-Gebinde, andere geben sich mit 8 Euro zufrieden.
Bedingt verwendbar sind moderne Motorradmotorenöle für Motoren mit Nasskupplung und gemeinsamer Versorgung von Motor und Getriebe. Ob synthetisch oder nicht ist völlig unerheblich. Maßgebend ist das Vorhandensein eines speziellen Additivs, Friktion Modifier genannt. Es gibt zwei Klassen Modifier, relativ milde und stärkere für die heutigen Superbikes. Die modernen Motorradöle verfügen über spezielle Hochdruckzusätze für die Getriebezahnräder und zugleich das Additiv für guten Kupplungsgrip. Es gibt aber einen gravierenden Grund, auf diese modernen Schmierstoffe zu verzichten, das sind die enthaltenen Detergentien (Reiniger) und Schmutztrageeigenschaften, die dafür sorgen, dass Abrieb in der Schwebe gehalten, zum Hauptstromfeinfilter transportiert und dort zurück gehalten wird. Da die RD nicht über einen Ölfilter verfügt, die Schmutzpartikel in der Schwebe bleiben, schmirgelnd vagabundieren, sich auch nicht unten im Gehäuse ablagern und beim nächsten Ölwechsel ausgeschwemmt werden, sind kurze Ölwechselintervalle angesagt – spätestens nach einem Jahr bzw. 3000 km. Normalerweise würde man erwägen, einen der modernen Supermagnete in die Ölablassschraubezu montieren, um den vagabundierenden, im Öl gebundenen Stahlabrieb der Getriebezahnräder einzufangen. Es steht jedoch zu befürchten, dass der Magnet die Zündung irritieren könnte.
Aus den genannten Gründen ist dem Motul-Spezialöl der Vorzug zu geben.
5.9 Motorgehäuse
Intakte Motorgehäuse sind rar. Sorgenkind Nummer Eins ist der rechte Kurbelwellenlagersitz. Weil das Lager eine zu kleine Verdrehsicherung aufweist, dreht sich der Außenring gerne im Gehäuse, und der Noppen, der das Lager eigentlich in Position halten soll, zieht eine hässliche Furche ins Metall.
Warum die Japaner ihre Wälzlager mit Verdrehsicherungen ausgestattet haben, ist auf den ersten Blick nicht eindeutig zu beantworten. Eine technische Notwendigkeit besteht eigentlich nicht. Wenn man allerdings mit der Innenmessuhr Lagersitze auf Rundheit und Maßhaltigkeit überprüft, könnte man zur Erkenntnis gelangen, dass die Yamaha Techniker damit Fertigungstoleranzen kompensieren wollten.
Ich habe viele Yamaha RD-Motoren gesehen, die mit Lagern ohne Pin zehntausende Kilometer gelaufen sind, und den Lagersitzen ist nichts passiert.
Solange es noch genügend gebrauchte Gehäuse zu kaufen gibt, wird man von einer aufwändigen Reparatur des Lagersitzes Abstand nehmen. Man müsste ihn aufschweißen und auf dem Bohrwerk wieder auf Maß ausspindeln. Tatsache ist, dass die Kurbelwelle in einem ausgeschlagenen Gehäuse keinen Halt findet. So ein Motor hält weder lange noch kann er gut und vibrationsarm laufen.
Sollten die Lagersitze ausgewalkt sein, hilft temporär Loctite 620 zum Einkleben der Lager. Dabei sind unbedingt die Loctite-Verarbeitungsvorschriften zu beachten. Wunder sollte man nicht erwarten. Dauerlösungen erzielt man damit nicht. Die Demontage nach einigen tausend Kilometern Laufstrecke förderte bei mir bisher nur bröselige Reste des Loctite-Mittels zutage, Blättchen, die aussahen wie Glimmer. Das Zeugs ist außerdem ziemlich teuer. Manchmal bekommt man für das gleiche Geld schon ein besseres Gehäuse. Loctite sagt ausdrücklich, dass mit dem Einkleben eine Dauerhaltbarkeit nicht zu erzielen ist. Diese Mittel wurden entwickelt, um Maschinen temporär am Laufen halten zu können, wenn Ersatzteile nicht sofort verfügbar sind, zum Beispiel auf hoher See.
Das Gehäuseober- und -unterteil gehören immer zusammen und können nicht einzeln erneuert werden. Die mit Elektroschreiber hinter der Lichtmaschine eingetragenen Kennzeichnungen müssen für Ober- und Unterteil identisch sein. Leider werden einwandfreie Motorgehäuse immer seltener. Jeder Lagerschaden hinterlässt seine Spuren, und häufig sind die Lagersitze durch schlecht zentrierte Kurbelwellen und verbogene und vermackte Polräder ausgewalkt und ausgeschlagen.
5.10 Polrad
„Heiliger Sankt Inbus, Schutzpatron aller Dummschrauber“ pflegte ein ehemaliger Hondahändler aus der Nippon Classic zu sagen, wenn er wieder einmal auf typischen Grobmotorikermurks gestoßen war. Bei mir heißen die bastelwütigen Vorbesitzer „RD-Hirnies“. Sie wissen nichts, dafür alles besser und ergötzen sich an Forumsdiskussionen im Internet. RD-Hirnies brauchen kein Spezialwerkzeug, schon gar nicht einen Polradabzieher, und im Werkstattbuch haben sich sowieso nur Theoretiker ausgetobt. Sie würgen das Polrad mit einem Klauenabzieher und zur Not auch mit Hammer und Brecheisen herunter. Ein verzogenes Polrad bringt eine Menge Unwucht in den Kurbeltrieb. Wenn es in den Lenkerenden bitzelt, der linke Auspufftopf ständig lose ist oder gar reißt und das Motorrad seltsam lustlos und müde wirkt, dann ist schon alles zu spät. Die Polradunwucht treibt die mit ca. 10 t Pressdruck zusammengefügte Kurbelwelle durch Hochfrequenzschwingungen auseinander und zerstört die Passungen unwiederbringlich. Fazit: 10 Euro für den Spezialabzieher gespart, Polrad kaputt (ca. 800 Euro), Kurbelwelle kaputt (ca. 600 Euro Zubehör, 1200 Euro bei Yamaha), Motorgehäuse kaputt (ca. 800 Euro).

Prüfung des Polrades (Foto: Heiner Jakob)
Leider findet man häufig Polräder mit defektem Konus. Wird das Polrad nicht mit dem vorgeschriebenen Drehmoment von 80 Nm angeschraubt, lockert es sich, und der Konus ist hinüber. Ein Polrad mit Spuren vom Klauenabzieher gehört in den Schrott. Dies gilt auch für Exemplare mit defektem Konus. Mitunter werden gebrauchte Polräder angeboten. Oft sind auch die vermackt. Für einwandfreie Polräder ziehen die Preise kräftig an. Selbst geringfügig beschädigte Polräder zu retten, erfordert viel Erfahrung und einen gut ausgestatteten Maschinenpark. Dem Hobbyschrauber bleibt nur die Suche nach einem einwandfreien Ersatz.
Um heraus zu finden, ob das Polrad eine Unwucht hat, kann man es mit einem präzise laufenden Dorn, aus einer alten Kurbelwelle gefertigt, auf Schneiden legen. Es sollte in jeder beliebigen Position verharren. Pendelt es sich immer auf eine bestimmte Position ein, liegt eine Unwucht vor, und das Polrad darf nicht mehr gefahren werden. Zur Prüfung muss der Woodroff-Keil , auch Scheibenfeder oder „Halbmond“ genannt, eingelegt sein. Die Schneiden müssen aus austenitischem Stahl bestehen, der nicht auf Magnete reagiert. Ansonsten würde das Ergebnis durch die Magnetfelder des Polrads verfälscht.
5.11 Ölpumpe
Die Ölpumpe für die Yamaha RD 250 LC und die RD 350 LC sind nicht kompatibel. Die 250er hat einen roten, die 350er einen gelben Farbklecks als Markierung. Die Antriebsschnecke der 350er verfügt über eine höhere Steigung. Pumpe und Antriebswelle gehören also immer zusammen.

Es ist nicht möglich, eine 250er Pumpe aus eine 350er Antriebswelle zu stecken, ohne das glasharte Zahnrad in der Ölpumpe zu zerstören (Foto: Heiner Jakob)
Auf dem Lagerzapfen vor der Schnecke der Antriebswelle gehört ein kleiner stählerner Anlaufring, der gerne vergessen oder aus Unkenntnis seiner Notwendigkeit verloren geht. Solange sich keine Bastlerhände an der Ölpumpe vergreifen, handelt es sich um ein sehr zuverlässiges Bauteil. Den Leerlaufhub kann man etwas magerer einstellen als im Handbuch vorgegeben, jedoch nicht unter 0,1 mm. Ich fahre die Motoren mit 0,15mm. Die dünnen Scheibchen, die man zum Einstellen des Leerlaufhubs braucht, gibt es u.a. bei Wegertseder, siehe unter „Scheiben“ : http://www.wegertseder.com/index_prod.asp (suchen unter Passscheiben zum Ausgleichen). 10er Packs gibt es bei Wegertseder nur für 0,1 und 0,25 mm Dicke, bei den anderen muss man 100 bestellen. Leider hat der Schaft der Ölpumpe 5,4 mm Durchmesser, die Bohrung der Scheiben 0,1 x 5 x 10 und 0,25 x 5 x 10 ist einen Hauch zu klein, und man braucht Uhrmachergeschick und einen Dremel mit Minischleifstift, um die Bohrungen der Passscheiben aufzuweiten.
Die Yamaha Ölschläuche sind von hervorragender Qualität und dazu noch preislich im Rahmen. Man sollte hier keine Experimente mit Zubehörteilen machen. Ich halte die Schläuche gleich lang, um die gleichmäßige Ölversorgung für beide Zylinder zu verbessern. Ab Werk ist der rechte Schlauch kürzer.
5.12 Schaltwelle
Die Schaltwellen sind ein echtes Problem am Motor der Yamaha RD 350 LC als auch der RD 250 LC. Der rigorosen Sparpolitik von Yamaha sei Dank! Die verdammte Plastikrolle, die das Gummiformteil der luftgekühlten Vorgängermodelle ersetzen musste, bietet keinerlei Schutz gegen das Eindringen von Wasser und Schmutz. Die Folge: Der doppellippige Schaltwellensimmerring setzt sich mit Dreck zu und schmirgelt tiefe Rillen in die Schaltwelle. An den Lagern bildet sich eine Mischung aus Sand und Öl und zerstört die Passung. Im Zuge einer Überholung ist immer eine neue Schaltwelle fällig. Das alleine genügt nicht. Man kommt nicht umhin, die Lagerstellen auf 14 H7 aufzuweiten und handelsübliche Sinterbronzebuchsen einzufügen.

Nachgerüstetes Sinterlager im Motorgehäuse. Das gleiche Teil kommt in den Seitendeckel (Foto: Heiner Jakob)
Um der Schaltwellenproblematik Herr zu werden, bietet sich der Umbau auf die bewährte Lösung der luftgekühlten Vorgängermodelle an. Wie auch immer – man muss dafür sorgen, dass kein Dreck an die Schaltwelle gelangt. Zum Beispiel kann man ein Stück Kühlerschlauch über die serienmäßige Plastikrolle stecken, der links und rechts zwei Millimeter übersteht. Mit dem Anbringen des Seitendeckels erhält der Vorspannung und dichtet zuverlässig gegen Schmutz und Wasser ab.

Schutz gegen Schmutz (Foto: Heiner Jakob)
5.13 Zusammenbau
Will man den Motor der Yamaha RD 350 LC wieder zusammenbauen, steht Sauberkeit an erster Stelle. Die Dichtflächen müssen von jedem noch so geringen Dichtmittelrest befreit werden, damit die Gehäuseteile einwandfreien Kontakt haben. Andernfalls finden die Lager keinen Halt, und die Lagersitzeschlagen aus. Alle Schrauben und Muttern im Getriebeinneren müssen mit Loctite mittelfest gesichert werden, sonst droht Ungemach.

Dichtmasse für die Motormontage (Foto: Heiner Jakob
Als Dichtmasse beim Zusammenfügen der Gehäusehälften hat sich das blaue Silicon von Loctite bewährt (Loctite 5926, Katalog-Nr. 18866), das für die Flugmotoren von Rolls Royce entwickelt worden ist. Es deckt eine Temperaturspanne von -60 bis +250 Grad Celsius ab und ist auch in kleinen (40ml) Tuben erhältlich.
Zum Abdichten der Motorgehäusehälften ist in jedem Fall ist ein dauerelastisches Flächendichtmittel mittlerer Temperaturbeständigkeit auf Silikonbasis zu verwenden, das über ein ausreichendes Spaltfüllvermögen verfügt, trotzdem nicht aufträgt und mechanisch und chemisch robust ist. Gegen die Verwendung sogenannter nicht aushärtender, dauerhaft pastöser Dichtmassen spricht, dass der Motor im Spritzbereich des Vorderrads liegt, und Schmutzpartikel, Sand und Wasser gegen die Gehäusefuge geschleudert werden. Weil die vordere Dichtfläche sehr schmal ist, dringt gerade hier oft Wasser ins Gehäuse ein. Vorne haben wir es außerdem oft mit hartnäckigen Verkrustungen aus Ölschmiere und Straßenstaub zu tun, weil die Auspuffflansche ölen. Zur Reinigung und Pflege kommen da häufig aggressive Reinigersprays zum Einsatz, die pastöse Dichtmassen angreifen können.
Die Silikondichtmasse wird auf die vorher mit Aceton entfetteten Dichtflächen in einer sehr feinen Raupe von maximal 1 mm Durchmesser aufgetragen und weder mit dem Pinsel noch mit dem Finger glattgestrichen. Das Silikon darf keine Haut ziehen. Die Gehäuse sind sofort zu verschrauben, damit sich kein Spalt bildet. Sonst würden die Lagersitze nicht mehr halten. Hier kommt es auf 1/100 mm an.
Papierdichtungen werden trocken zwischen saubere und fettfreie Dichtflächen gelegt – also nicht einfetten, weil sie dann besser wieder runter gehen. Gefettete Papierdichtungen flutschen unter Druck oder Unterdruck aus der Gehäusefuge, insbesondere Zylinderfußdichtungen im Bereich der Überströmer – der Motor zieht Falschluft, der Kolbenfresser ist programmiert.
N I E M A L S den Primärtrieb mit einem Lappen blockieren, wie im Werkstattbuch beschrieben. Die Kurbelwelle verzieht sich dabei im Bereich von einem Zehntelmillimeter und mehr. Das zerschlägt alles. Immer einen solides Blockierwerkzeug verwenden. Leider gibt es das nicht fertig zu kaufen. Man muss es sich anfertigen, wie so viele Hilfswerkzeuge für die Yamaha RD.
Vorsicht Falle: Die Noppen des rechten Kurbelwellensimmerrings zeigen zum Lager und nicht nach außen zum Ritzel hin – falsche Darstellung in der offiziellen Yamaha Explosionszeichnung!

Mit Copper Gasket Cement behandelte Athena-Zylinderkopfdichtung (Foto: Heiner Jakob)
Zylinderkopfdichtungen aus dem Zubehör neigen zu Lecken. Bis zu einer Laufleistung von 1000 km kommt es mitunter zu geringfügigem Wasseraustritt. Die Menge ist so klein, dass sie vernachlässigbar wäre, würde sich das Kühlwasser nicht gleichzeitig auch den Weg zu den Stehbolzenbohrungen suchen. Hier ist auch der Grund zu suchen, warum so viele Kurbelwellen partiell rostig sind. Es stand schlichtweg Wasser im Kurbelgehäuse. Man sollte der Versuchung widerstehen, die Zylinderköpfe stärker als mit den vorgeschriebenen 24 Nm anzuziehen. Man erreicht damit eher das Gegenteil. Was aber hilft, ist das Lackieren der Zubehördichtungen mit Kupferdichtungslack. Das Mittel stammt aus der U.S. Hotrod-Szene und gilt mittlerweile als Geheimtipp. Es heißt VHT (steht für Very Hight Temperature) SP21A – Copper Gasket Cement. Details unter http://www.vhtpaint.com/products/coppergasketcement/
Das Mittel gibt es mittlerweile bei diversen Anbietern und bei ebay. Die Yamaha-Originaldichtungen hingegen verursachen nie Probleme. Leider sind sie sehr teuer.
Vorsicht Falle: Mit Copper Gasket Cement beschichtete Dichtungen neigen extrem zum Setzen und müssen zwingend nachgezogen werden. Bei behandelten Zylinderkopfdichtungen ist das besonders wichtig. Motor nur kurz und ohne Last ein wenig warm laufen lassen. Nach dem Erkalten Kopfschrauben nachziehen. Mitunter hat sich nach dem Setzen das Anzugsmoment halbiert.

Wenn ein Perfektionist am Werk war: Ronny Jilgs 4L0-Motor nach der Restaurierung (Quelle: Heiner Jakob)

Yamaha RD LC Motor fertig montiert: Ein Schmuckstück innen wie außen (Quelle: Heiner Jakob)
Weitere Artikel zur Yamaha RD 350 LC Restauration
Anleitung zur Restaurierung einer Yamaha RD 350 LC
Hier gibt es einen Überblick über die gesamte Restaurierung der Yamaha RD „Liquid Cooled“ mit Inhaltsverzeichnis und Links zu den jeweils gewünschten Passagen.
Teil 1: Yamaha RD 350 LC Restaurierung – der Rahmen
Die Rahmen der Yamaha RD 350 LC sind zwar verwindungssteif, benötigen aber auch Aufmerksamkeit. Die Hauptständeraufnahme, Lagerbuchsen und Schweißnähte am Rahmen der Yamaha RD 350 LC stellen einige Herausforderungen dar.
Teil 2: Yamaha RD 350 LC Restaurierung – die Lackteile
Im 2. Teil geht es um das Aushängeschild jeder Oldtimer-Restauration – den Lackteilen der Yamaha RD 350 LC bzw. ihrer 250er Schwester. Alle notwendigen Arbeiten und das aufbringen der Dekore wird hier erläutert.
Teil 3: Yamaha RD 350 LC Restaurierung – die Elektrik
Ein paar Schwachstellen in der Elektrik der Yamaha RD 350 LC sollte man im Auge behalten, aber gravierende Probleme gehören nicht zu den Untugenden der LC.
Teil 5: Yamaha RD 350 LC Restaurierung – das Ansaugsystem
Der fünfte Teil der Yamaha RD 350 LC Restaurierung beschäftigt sich mit der Erneuerung der Yamaha RD LC Vergaser, Membranen und des Benzinhahns.
Teil 6: Yamaha RD 350 LC Restaurierung – die Auspuffanlage
Konstruktive Mängel machen die Abgasanlage der RD LC heikel. Teil 6 beschäftigt sich mit der Restauration der Yamaha RD 350 LC Auspuffanlage.
Teil 7: Yamaha RD 350 LC Restaurierung – Bremsen und Kühlung
Teil 7 widmet sich zwei wichtigen Komponenten im Rahmen der Restauration – den Bremsen der Yamaha RD 350 LC und dem Kühlsystem der Zweitakt-Yamaha.
Teil 8: Yamaha RD 350 LC Restaurierung – galvanisierte Teile und Reifen
Im letzten Beitrag der Restauration geht es um verzinkte und verchromte Bauteile sowie um die richtigen Reifen für die Yamaha RD 350 LC.
Die wassergekühlten Yamaha RD LC Modelle
Yamaha RD 250 LC – der bärenstarke Zweitakter
Die Geschichte der Yamaha RD 250 LC mit allen Fakten, Tipps zum Gebrauchtkauf und technische Daten der RD 250 LC sowie schöne Fotos der Maschine gibt es hier.
Yamaha RD 350 LC – Renntechnik für die Straße
Alles, was man über die Yamaha RD 350 LC wissen muss mit technischen Daten und Tipps und tolle Bilder von dem rassigen Zweitakter gibt es hier.
Copyright Heiner Jakob




Hinterlasse einen Kommentar